
வடிகட்டி பை கசிவு தடுப்பு செயல்முறையை எவ்வாறு தேர்வு செய்வது?
2024-09-27
நாம் முன்பு குறிப்பிட்டது போல, தவிர்க்க 3 செயல்முறைகள் உள்ளனவடிகட்டி பைகசிவு. சூடான உருகும் சிகிச்சை சிறந்த முறையாகும், குறைந்த விலை மற்றும் நல்ல கசிவு தடுப்பு விளைவு. சூடான உருகும் செயல்முறையைப் பயன்படுத்த முடியாதபோது, மீதமுள்ள இரண்டு செயல்முறைகளை எவ்வாறு தேர்வு செய்ய வேண்டும்? நிலக்கரி எரியும் மின் உற்பத்தி நிலையங்களின் ஃப்ளூ வாயுவை ஒரு எடுத்துக்காட்டு எடுத்துக்கொள்வது, பின்வருபவை வெப்ப எதிர்ப்பு மற்றும் அமில அரிப்பு எதிர்ப்பின் இரண்டு அம்சங்களிலிருந்து பூச்சு செயல்முறை மற்றும் பி.டி.எஃப்.இ டேப் செயல்முறையை மதிப்பீடு செய்கின்றன, வடிகட்டி பை கசிவு தடுப்பு நடவடிக்கைகளைத் தேர்ந்தெடுப்பதற்கான குறிப்பை வழங்குகிறது.
1 PTFE டேப் வெப்ப எதிர்ப்பு
நிலக்கரி எரியும் மின் உற்பத்தி நிலையங்களின் ஃப்ளூ வாயு வெப்பநிலை வழக்கமாக 100 ° C க்கு மேல் இருக்கும், மேலும் சில சிறப்பு வேலை நிலைமைகளில் இது 170 ° C ஐ அடையலாம், மேலும் உடனடி இயக்க வெப்பநிலை 200 ° C க்கு மேல் கூட அடையலாம். வெப்ப மின் உற்பத்தி நிலையங்களில் பயன்படுத்தப்படும் வடிகட்டி பைகள் அதிக வெப்பநிலை சூழல்களில் வேலை செய்ய வேண்டும். உண்மையான வேலை நிலைமைகளின் உயர் வெப்பநிலை சூழலை உருவகப்படுத்துவதற்காக, 5 × 5 செ.மீ விவரக்குறிப்பைக் கொண்ட சோதனை மாதிரிகள் உயர் வெப்பநிலை அடுப்பில் வைக்கப்பட்டன, மேலும் அவற்றின் தோற்ற மாற்றங்கள் 200 ° C வெப்பநிலையில் 24 மணி நேரம் வெப்ப சிகிச்சையின் பின்னர் காணப்பட்டன. படம் 2.1 இல் காட்டப்பட்டுள்ளபடி, அதிக வெப்பநிலை சிகிச்சைக்கு முன்னும் பின்னும் பசை பூச்சு மற்றும் பி.டி.எஃப்.இ டேப் செயல்முறையால் சிகிச்சையளிக்கப்பட்ட மாதிரிகளின் ஒப்பீட்டிலிருந்து, பசை-பூசப்பட்ட மாதிரியின் தோற்ற நிறம் சற்று வெளிர் மஞ்சள் நிறமாக மாறியது என்பதைக் காணலாம், ஆனால் முத்திரை குத்த பயன்படும் மெழுகு போன்ற ஒரு வகை வடிகட்டி பொருள் அடி மூலக்கூறுடன் உறுதியாக பிணைக்கப்பட்டுள்ளது; PTFE நாடா கணிசமாக சுருங்கிவிட்டது, மேலும் வெளிப்படையான அடர் மஞ்சள் பொருட்கள் PTFE டேப்பின் விளிம்பிலிருந்து வெளியேறின. ஆகையால், PTFE நாடா மற்றும் மடிப்புகளின் இணைவு PTFE இன் வெப்ப இணைவு மற்றும் அடி மூலக்கூறின் அடிப்படையில் அல்ல, ஆனால் பிசின் ஒட்டுதலின் அடிப்படையில் அல்ல, மேலும் இந்த வகை பிசின் உயர் வெப்பநிலை சூழல்களுக்கு ஏற்றது அல்ல என்பதை விளக்கலாம்.
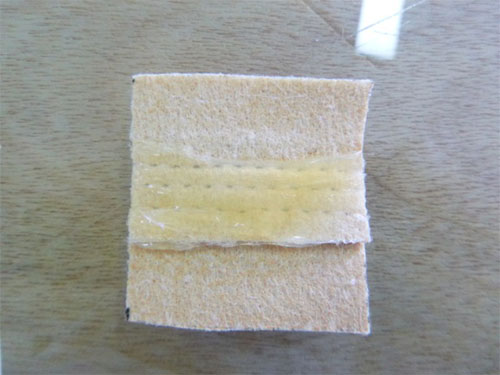
படம் 1 அதிக வெப்பநிலை சிகிச்சையின் பின்னர் மாதிரி (மேல் படம் பசை பூசப்பட்டிருப்பதைக் காட்டுகிறது, மேலும் கீழ் படம் PTFE டேப்பைக் காட்டுகிறது)
2 அமில அரிப்பு எதிர்ப்பு
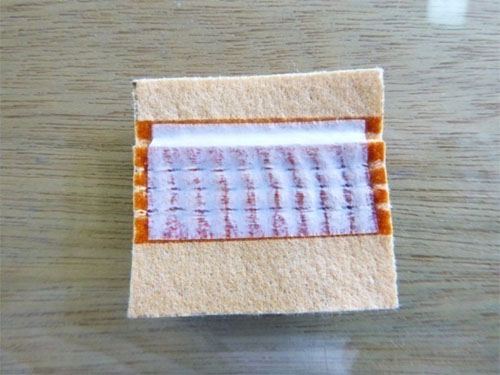
நிலக்கரி எரிக்கப்படும்போது சல்பர் உற்பத்தி செய்யப்படுகிறது, பின்னர் ஆக்ஸிஜனேற்றத்திற்குப் பிறகு வலுவான அரிக்கும் பண்புகளைக் கொண்ட சல்பூரிக் அமிலம் உருவாகிறது மற்றும் தண்ணீருடன் தொடர்பு கொள்ளப்படுகிறது, இது முத்திரை குத்த பயன்படும் மெழுகு போன்ற ஒரு பொருள் மற்றும் பி.டி.எஃப்.இ டேப்பில் ஒரு குறிப்பிட்ட விளைவை ஏற்படுத்தும். உண்மையான வேலை நிலைமைகளின் கீழ் அமில அரிக்கும் சூழலை உருவகப்படுத்துவதற்காக, 5 x 5 செ.மீ விவரக்குறிப்பைக் கொண்ட ஒரு மாதிரி 35% சல்பூரிக் அமிலக் கரைசலில் வைக்கப்பட்டது மற்றும் 24 மணிநேர மூழ்கிய பிறகு குறிப்பிடத்தக்க மாற்றங்களைக் காணப்பட்டது. படம் 2.3 இல் காட்டப்பட்டுள்ளபடி, பிசின் மூலம் சிகிச்சையளிக்கப்பட்ட மாதிரியானது சல்பூரிக் அமிலக் கரைசலுடன் தொடர்பு கொண்ட பிறகு தோற்றத்தில் வெளிப்படையான வண்ண மாற்றத்தைக் கொண்டிருக்கவில்லை, மேலும் கூழ் சற்று ஒட்டும், ஆனால் முத்திரை குத்த பயன்படும் மெழுகு போன்ற ஒரு வகை வடிகட்டி பொருளின் அடி மூலக்கூறுடன் உறுதியாக ஒட்டலாம்; PTFE நாடாவுடன் சிகிச்சையளிக்கப்பட்ட மாதிரி சல்பூரிக் அமிலக் கரைசலுடன் தொடர்பு கொண்ட பிறகு பிரிக்கப்படுகிறது, மேலும் இது வடிகட்டி பொருளின் அடி மூலக்கூறிலிருந்து பிரிக்கப்படுகிறது. காரணம், PTFE டேப்பின் பிசின் அமில அரிப்புக்கு எதிர்ப்புத் தெரிவிக்கவில்லை, இது PTFE டேப்பை தோலுரிக்க வழிவகுக்கிறது. ஆகையால், பொறியியல் பயன்பாடுகளில் பிசின் பூச்சு செயல்முறையைப் பயன்படுத்துவது மிகவும் பொருத்தமானது, அங்கு PTFE நாடாக்கள் வலுவான அமில அரிக்கும் சூழல்களில் உரிப்பதற்கான வாய்ப்புகள் உள்ளன, இது பின்ஹோல் முத்திரை தோல்வி மற்றும் தூசி கசிவு ஏற்படும் அபாயத்திற்கு வழிவகுக்கிறது.


படம் 2 சல்பூரிக் அமில சிகிச்சையின் பின்னர் மாதிரிகள் (மேல் படம் பசை பூசப்பட்டிருப்பதைக் காட்டுகிறது, மேலும் கீழ் படம் PTFE டேப்பைக் காட்டுகிறது)
முடிவில், பிசின் பூச்சு செயல்முறையின் வெப்பம் மற்றும் அமில எதிர்ப்பு PTFE டேப் செயல்முறையை விட உயர்ந்தது என்பதை சோதனை ஒப்பீடுகள் காட்டுகின்றன.
3. வழக்கமான வழக்கு பகுப்பாய்வு
ஒரு வருட பயன்பாட்டிற்குப் பிறகு, PTFE டேப்பைக் கொண்ட வாடிக்கையாளரின் வடிகட்டி பையில் நிறைய சிக்கல்கள் இருந்தன.
நாங்கள் கவனித்தோம்வடிகட்டி பைபல PTFE டேப் வீக்கங்கள் மற்றும் வெளியில் சிந்துதல் இருந்தது. இது பின்ஹோல், பை தலை, பை உடல் மற்றும் பையின் அடிப்பகுதியில் இருந்தது. படம் 3.1 பை உடலில் PTFE டேப் வீக்கத்தைக் காட்டுகிறது. டேப் வீக்கம், விழுந்து நிறைய தூசுகளை உள்ளே விட்டுவிடுகிறது. நாங்கள் அதை ஒரு நுண்ணோக்கின் கீழ் பார்த்தபோது, தூசி பின்ஹோலின் விளிம்பில் பரவி உள்ளூர் பின்ஹோலுக்குள் வருவதைக் காண முடிந்தது.


படம் 3.1 வடிகட்டி பையின் ஒரு பகுதியில் PTFE டேப் வீக்கம் (மேல் படம் ஒட்டுமொத்த விளைவு படம், கீழ் படம் ஒரு பகுதி நுண்ணோக்கி பெரிதாக்கப்பட்ட படம்)
4 முடிவு
பை வடிப்பானின் முக்கிய அங்கமாக வடிகட்டி பை,வடிகட்டி பைபின்ஹோலில் தையல் தூசி கசிவாகத் தோன்றலாம், அதிகப்படியான உமிழ்வுகளால் ஏற்படும் தூசி கசிவின் அபாயத்தைக் குறைப்பதற்காக, வடிகட்டி பை கசிவு உற்பத்தியின் மூலத்திலிருந்து வடிகட்டி பை தையல் விருப்பமான சூடான உருகும் செயல்முறையின் தேவைகளைப் பூர்த்தி செய்ய, சூடான உருகும் செயல்முறையைப் பயன்படுத்த முடியாதபோது, பிசிஏவிங் காரேப் பூசணி செயல்களைத் தேர்வுசெய்யலாம். பிசின் பூச்சு செயல்முறை PTFE டேப் செயல்முறையை விட சிறந்த வெப்ப எதிர்ப்பு மற்றும் அமில அரிப்பு எதிர்ப்பைக் கொண்டுள்ளது என்பதை சோதனை முடிவுகள் காட்டுகின்றன. கூடுதலாக, PTFE டேப்பின் நடைமுறை பயன்பாடுகளில் PTFE நாடா உரிக்கப்படுவதற்கும், பின்ஹோல்கள் வழியாக தூசி ஊடுருவலுக்கும் ஆபத்து உள்ளது. எனவே, சூடான உருகும் செயல்முறையைப் பயன்படுத்த முடியாதபோது, நீங்கள் நம்பகமான, வலுவான பிசின் பூச்சு செயல்முறையைத் தேர்வு செய்ய வேண்டும், PTFE டேப் செயல்முறையின் தேர்வு கவனமாக இருக்க வேண்டும்.



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy